NC旋盤加工 精密部品切削加工の技術紹介
手加工技術
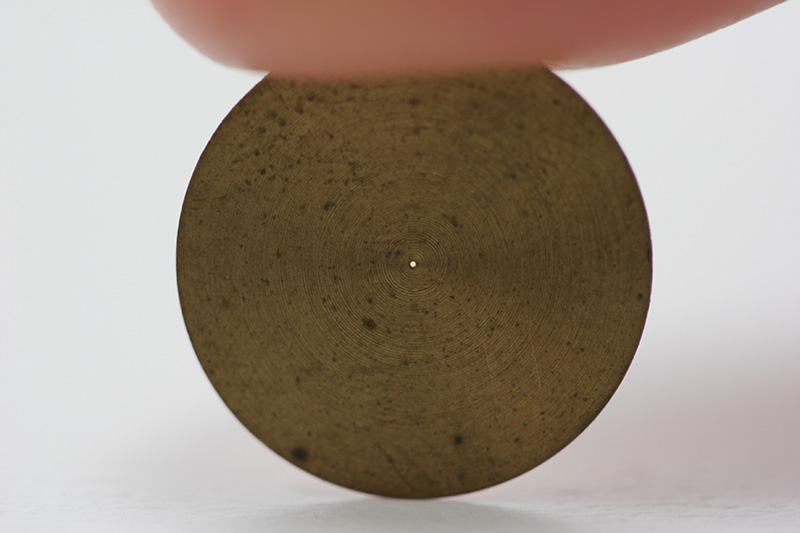
φ14.5 厚さ0.2の中心にφ0.19の穴があいています。
NC旋盤加工ではどうしても変形するため、小型卓上旋盤(ベンチレース)で加工し、
成功した例です。
長年の経験で積み重ねた、職人の手加工技術を改めて見直しました。
材質:真鍮C3604
φ20の丸棒からNC旋盤で1工程で全加工

φ50の丸棒からNC旋盤で1工程で全加工
φ50の丸棒からNC旋盤で切削加工しています。
写真にある絵や文字を含め、1工程で全加工をしています。
絵や文字は自社でプログラムを作成しています。
材質:真鍮C3604

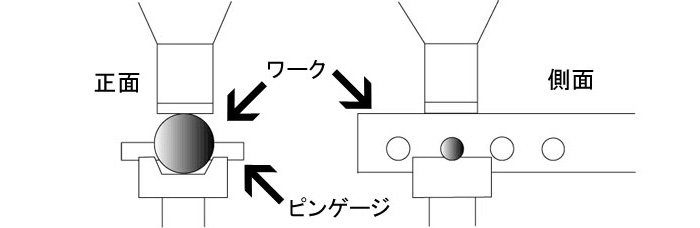
横穴偏芯を計るためのマイクロメーター改良
第30回創意工夫功労者表彰「科学技術長官賞」

従来シャフトに横穴があいている形状のワークは、その偏芯量を測定するのに大変苦労していました。 マイクロメーターの先に小さなVブロックを取り付け、ピンゲージとセットで偏芯を測定できるように改良しました。
また、アンビル部を2重構造にして、0点合わせができように工夫しました。